Compared to manufacturing processes the operation of maintenance areas face particular challenges:
- The scope per workpiece varies a lot.
- Levelling of workload must be flexible, due to unpredictability in urgency and required man hours.
- The idea of Takt is can’t be implemented easily because physical and/or technical constraints, paired with the problems mentioned above, might impede a production line like flow of workpieces.
Hence, a visual management must be somehow different than in classical production line.
The solution to this problem, which will be presented in this article, is one approach to maintain visual management’s effectiveness, even under the adverse circumstances described above. It doesn’t address one specific type of scenario, but is rather a blend of projects from different industries such as IT outsourcing and heavy equipment maintenance.
Workpieces, Service Orders and Technicians
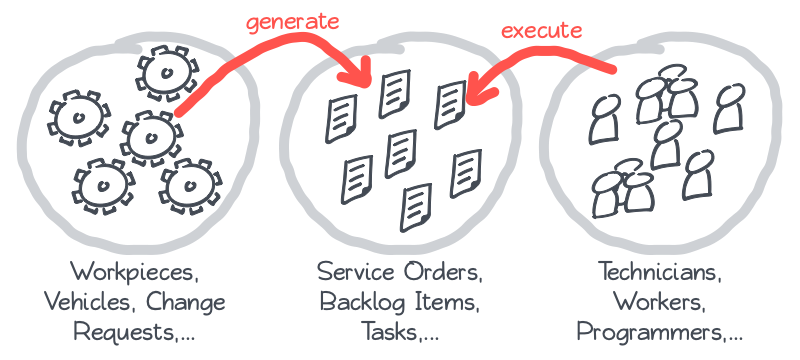
A maintenance operation has to coordinate 3 entities: Workpieces, service orders and technicians.
Workpieces are the part/scope to be maintained. This might be an any kind of heavy equipment (like machines, vehicles, locomotives or airplanes); or even change requests and projects (in case of IT system maintenance).
Service orders are a proxy for an ‘atomic’ activity which are executed in order to fix the workpiece’s problems (or to deliver a change request or project). A service
order it might be also called backlog item or task.
Technicians execute the service orders on a workpiece. Technicians can also be any kind of workers, mechanics, electricians, engineers, developers or technology specialists.
The Generic Process
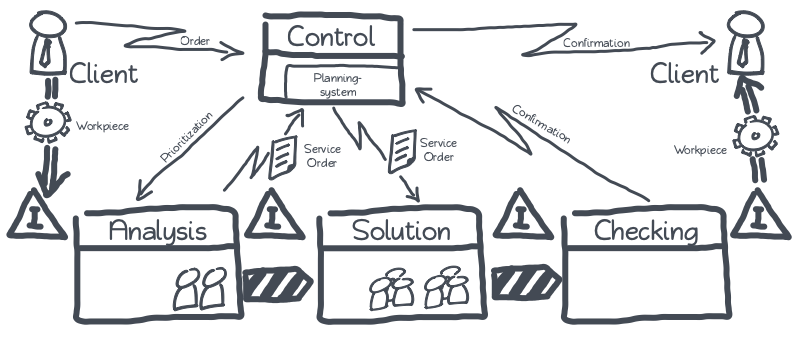
The general flow of the workpieces has three macro steps. First, there is an analysis which examines the workpieces and defines the scope of the maintenance work. The output of this step is the generation of service orders, which will subsequently executed in the solution phase. Finally, we have a checking phase which checks the workpieces’ quality before being released to the client.
While the steps are quite straight forward, we main problem of execution and control lies in the solution step. In order to create more transparency for that phase, visual management must be put into place.
Visual Management
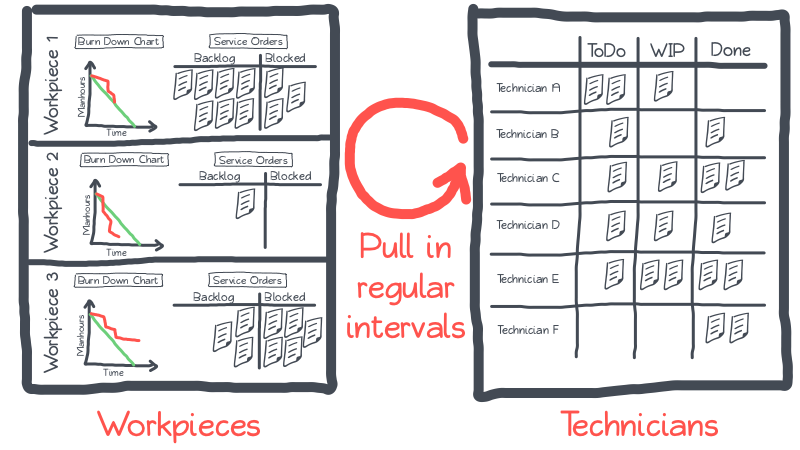
The Visual Management is divided in two parts: One monitors the progress on a workpiece level, the part monitors the execution of the service orders.
The board for the workpieces tracks three pieces of information: Progress, backlog and impediments. Progress is visualized by a burn down chart, which was originally developed by the Agile folks. It tracks the man hours of non-finished service orders in regular intervals and therefore gives you an idea whether your execution of service orders runs according to plan or not. The Backlog list all open service order and gives you a quick overview what remains to be done. Lastly, the impediments in the ‘Blocked’ column show any service orders which can’t be executed yet. Impediments can occur when materials might be acquired first, when other steps must be executed first, or when service orders have to be executed during a maintenance window.
The board for the service orders allocates specific service orders to technicians. Every interval small batches of service orders are released to the technicians. At the end of each interval the execution of those service order will be checked and the board for workpieces are updated accordingly.
Variations & Considerations
Some variations and considerations might improve the effectiveness of the scheme described in this article:
- If man hours are hard to track on the burn down chart, the quantity of Backlog Items might serve as a proxy
- The update interval for the board must be just right (not to tight, never to lose) and can vary between minutes and weeks.
- The board can be improved by color coding the service orders: By using a color according to specialty of the technicians (so technicians are color coded as well), according to the workpieces themselves (so that workpieces are also color coded) or in regard to the service orders’ urgency.
- New service orders might be opened during the solution step, which shouldn’t be a big deal since this requires a simple update of the board for workpieces. As result, the burn down charts will get messier though.
- The flow of workpieces between the analysis, solution and checking step might be also visualised, so that you can see whether all three steps are levelled.
Wow, I can only omagine the response a mechanic is going to have to this and cant imagine who would have the resources to undertake or even consider such an approach. Please leave theory at the door when entering the plant. The real world of maintenance requires a real-time approach that fits the work and worker, where they live. Providing a path from that to a better ace where improvement is occurring means connecting what they do in the heat of production battle, capturi g what they do and issues they must deal with can be the catalyat to show them a new path by enabling them to align their self-interest to solving problems, including the process they use to do it.
Dear Keith, the response of the mechanics (and eletricians) has been great, even the workers union praised us for that solution (the first time ever that I got positive feedback from the unions). Alias, IT teams use similar approaches in software factories (and I mean they actually use it). So I can’t see why this approach is a theoratical in any sense. However, I am very interested to hear about other ideias on how to create Visual Management for maintenance teams with 30 workers who have to fix 6-10 heavy equipment machines per day (= about 80 service orders/day).